摘要:本文介绍了一种可实现对工件扭紧连续作业,自动化程度较高、适用于大批量生产的自动拧紧装置。经使用验证,该结构紧凑,安装迅速、定位准确,既保证了零件的加工精度,又方便操作;装置结构简单,容易制造、便于推广。
一般情况下,大多工件铣方是在铣床工作台上进行的,先在台钳或三爪自定心卡盘上手工夹紧工件,铣方完成后松开台钳或三爪自定心卡盘,取出工件,然后再对下一工件进行加工,这种单件加工方式,在大批量生产时存在效率低下、劳动强度高等问题。
本装置的目的就是为了克服现有单件加工方式,针对大批量生产存在效率低下、劳动强度高的缺陷,提供一种新型复合结构的一体化连续夹紧装置。
1. 装置的原理和结构设计
如附图所示, 设计的气动送料夹紧连续钻孔装置包括支撑板,支撑板可采用一个矩形结构的钢板,上面固定联接一个驱动气缸,驱动气缸的位置靠紧支撑板一端,驱动气缸的活塞杆与一个活动夹紧块固定联接。活动夹紧块伸出端的端面为一个圆弧状的夹紧端面,活动夹紧块的两侧下端具有凸出的两个矩形滑块,在活动夹紧块伸出端的端面具有一个突出的矩形接料片; 活动夹紧块与一个导轨配合联接,并在驱动气缸的作用下沿导轨往复运动。导轨由两个平行设置的导向块构成,每个导向块都固定在支撑板上,并与支撑板形成一个侧向设置的U形槽。在活动夹紧块伸出时,对应的两个导向块端部的端面上分别通过螺栓固定联接一个退料簧片,两退料簧片在端面上对称设置,同时对应的支撑板上联接一个固定夹紧块,固定夹紧块通过长螺栓与支撑板联接。在正对着导轨的固定夹紧块端面上,设有导向槽与接料片配合,在活动夹紧块收缩时,对应的活动夹紧块上方设有一个斜置的料筒,料筒通过一个支撑架固定在导轨上。
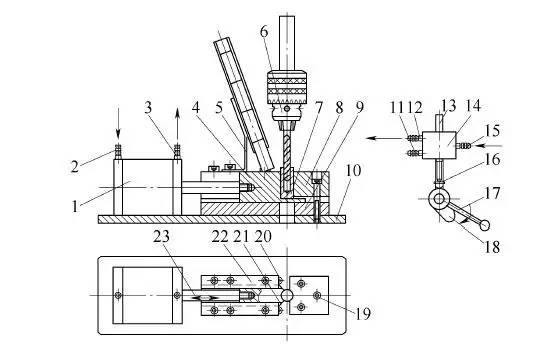
气动夹紧连续钻孔装置图
1. 驱动气缸 2、3、11、12、15. 气嘴 4、8. 夹紧块 5. 支撑架 6. 钻头 7. 工件 9. 垫板
10. 支撑板 13. 顶杆 14. 换向阀 16. 回程弹簧 17. 钻床手柄 18. 凸轮 19. 螺钉
20. 螺杆 21. 退料簧片 22. 导向块 23. 活塞杆
在固定夹紧块与导轨正面之间的支撑板上,设有一个出料口, 用于加工后的工件自动落料。钻孔完成后,活动夹紧块左移退回,露出出料口,工件被固定在两个导向块前端的退料簧片挡住,从出料口中落下。
在支撑板上还设有垫板,所述的导向块和固定夹紧块放置在垫板上,垫板上设有出料口,与支持板的出料口相通。
装置还包括一个换向阀,所述的换向阀设置在钻床手柄的上方,换向阀上具有三个气嘴,其中两个气嘴分别通过导管与气缸的气嘴联接;换向阀上还具有一个贯穿换向阀的顶杆,用于控制气嘴间气体流通方向的改变,顶杆下端与换向阀间的顶杆上套装一个回程弹簧,钻床手柄的转轴上安装一个与钻床手柄同步运动的凸轮,所述的顶杆下端与凸轮面接触配合。
工作过程: 工件放入料筒(一次可放入4个工件),转动手柄带动钻头向下运动,同时也带动凸轮转动,使顶杆向上移动,压缩空气从气嘴15进入,经过换向阀,从气嘴11输出,进入气缸的气嘴2,推动活塞杆右移。这时,工件也从料筒落入两个导向块之间的槽内,落在活动夹紧块4的接料片上。活动夹紧块在活塞杆的继续推动下,与固定夹紧块8共同夹紧工件,钻头对工件进行加工。
钻孔完成后,松开手柄,换向杆在复位弹簧的作用下复位。此时,进入气嘴15的气流经过换向后,从气嘴12输出,再进入气缸的气嘴3 ,推动活塞杆带动活动夹紧块4向左移动,退料簧片挡住工件,工件从出料孔中自由落到接料盘中。然后,又一个工件自动从料筒落入导向块槽内,重复上述对工件的操作加工。操作者只需转动手柄和向料筒内放入工件,就可以对工件实现半自动化的连续作业。
2. 结语
本夹具解决了对于大批量生产存在劳动效率低、劳动强度大等一系列的问题。本装置不仅定位准确、效率高、操作简便,而且制造方便、便于推广。
消息,Bitget宣布已恢复CRO - Ethereum网络的提币服务。对于暂停期间给用户带来的不便,Bitget深表...
2 本周关键经济事件:特斯拉与谷歌财报消息,本周将迎来多项关键经济事件:周二发布ADP就业变动数据,周三特斯拉和谷歌将公布财...
3 BANK热度上升,24h成交量放大至近7日平均消息,据a早期发行in监测,BANK过去24小时成交量放大至近7日平均水平的8.2倍,价格累计上涨...
4 某巨鲸在Hyperliquid持有CXMT空单,并挂出消息,据A早期发行in监测,某巨鲸在Hyperliquid以1倍逐仓做空18.84万份CXMT,仓位价值约126.72万美...
5 伊朗海军防空系统在南部拦截并摧毁了一消息,据伊朗塔斯尼姆通讯社:伊朗海军防空系统在南部拦截并摧毁了一架敌方的卢卡斯无人...
6 油价反弹,对冲基金对纽元空头头寸升至消息,近期全球油价反弹,对冲基金对纽元的空头头寸已经升至历史新高,达到29,582手,为自...
7 KuCoin合约将下架ROAMUSDT永续合约消息,KuCoin宣布将于2026年7月20日下架ROAMUSDT永续合约。为增强下架过程的公平性和稳定性,K...
8 某地址持有5.7万枚SPCX多单,浮亏超100万美消息,据A早期发行in监测,某地址持有5.7万枚SPCX多单,当前价值约714万美元,未实现亏损超过...
9 罗伯特·清崎看好黄金和白银的‘登月’消息,罗伯特清崎在经历严重回撤后,依然看好黄金和白银的前景。他表示,尽管价格大幅下...
10 油价因中东局势升级而大幅上涨消息,油价在新一周开盘时出现大幅上涨,周日晚上美国时间、周一早晨亚洲时间,因中东局...
成都来彰科技 蜀ICP备2025134723号-1
资讯来源互联网,如有版权问题请联系管理员删除。